3D 프린팅 필라멘트는 용융 적층 방식(FDM) 3D 프린터에서 사용되는 핵심적인 열가소성 원료입니다. 산업이 성장함에 따라, 다양한 출력 요구를 충족하기 위해 사용 가능한 필라멘트의 종류도 크게 확대되었습니다.
필라멘트 생산 공정은 원재료인 플라스틱 펠릿(nurdles)을 가열, 압출, 냉각하여 완성된 필라멘트로 변환하는 과정입니다. 노즐을 통해 소재를 밀어내는 3D 프린팅과 달리, 필라멘트 생산에서는 소재를 노즐을 통해 당겨 이동시키며, 이때 당기는 속도와 장력이 필라멘트의 직경을 결정합니다.
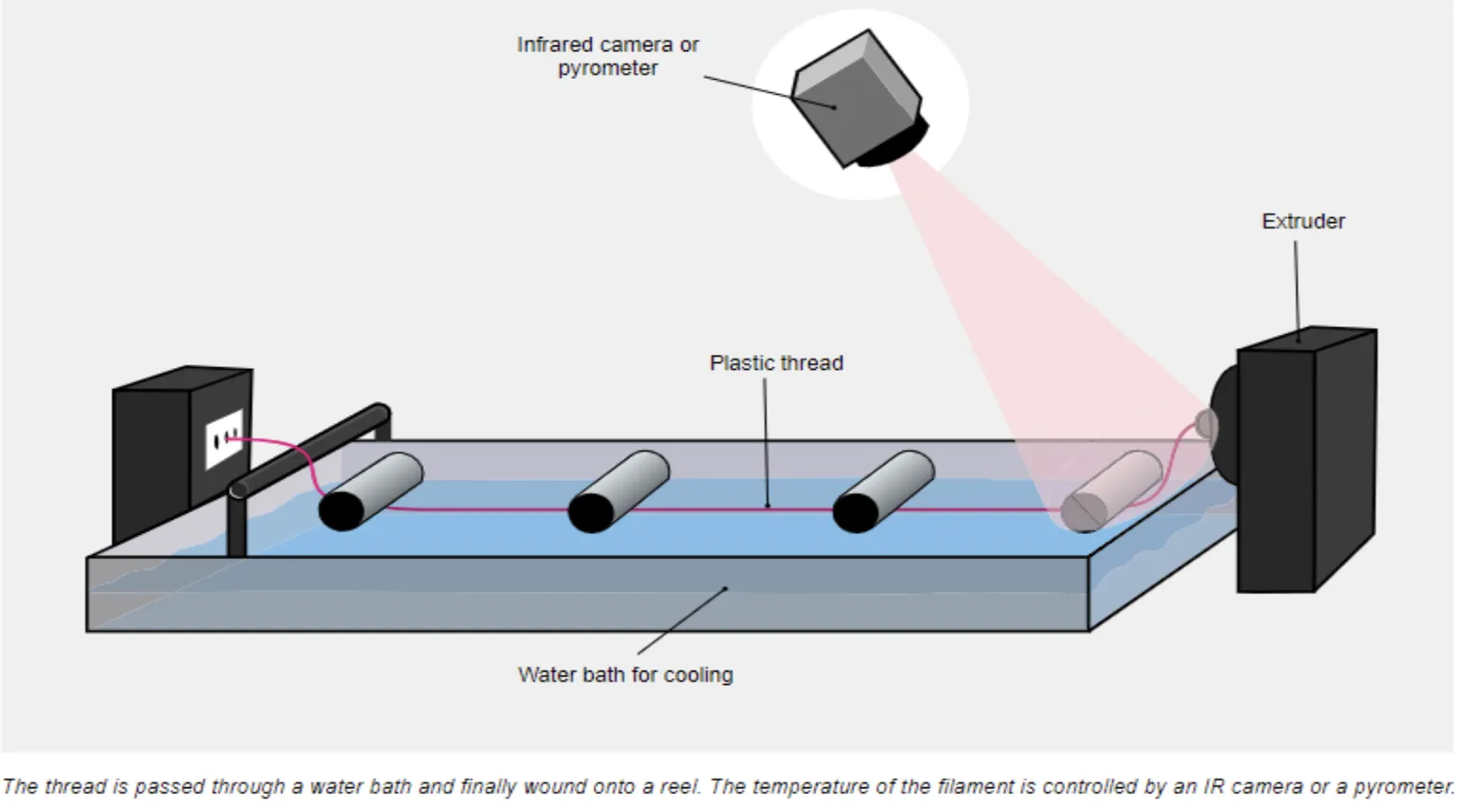
이 공정은 플라스틱 펠릿을 필라멘트 압출기의 가열 챔버로 투입하는 것에서 시작되며, 여기서 펠릿이 용융되어 균일한 가닥 형태로 결합됩니다. 이 필라멘트는 가열 챔버를 빠져나와 먼저 따뜻한 물 챔버를 통과하면서 둥근 형태를 갖추고, 이후 차가운 물 챔버로 이동해 완전히 응고됩니다. 당김 속도가 필라멘트 직경을 좌우하는데, 속도가 느릴수록 직경은 커지고, 속도가 빠를수록 직경은 작아집니다.
이러한 공정은 일반적으로 ‘컴파운딩(compounding)’이라 불리며, 기본 원료인 플라스틱 수지 펠릿에 원하는 물성을 얻기 위해 다양한 첨가제를 혼합하는 단계부터 시작됩니다. 수분 함량을 줄이기 위해 건조된 펠릿은 가열 및 압출 과정을 거쳐 필라멘트 형태로 성형되며, 이후 온수 및 냉수 탱크를 통과한 뒤 스풀에 감겨 완제품으로 완성됩니다.
필라멘트 종류에 따라 요구되는 출력 온도는 서로 다릅니다. PLA는 180~230°C, ABS는 베드 온도 50~100°C 조건에서 210~250°C, PETG는 220~235°C, 나일론은 베드 온도 50~100°C에서 220~260°C, 그리고 유연한 TPE 및 TPU는 베드 온도 40°C 조건에서 225~235°C의 출력 온도를 필요로 합니다.
온도는 여러 가지 이유에서 필라멘트 생산 공정에서 매우 중요한 요소입니다. 온도는 열가소성 소재의 압출 공정에 직접적인 영향을 미치며, 필라멘트의 직경, 표면 거칠기, 인장 강도와 같은 특성을 좌우합니다. 적절한 압출 온도는 열가소성 소재가 균일하게 용융되도록 하여, 노즐을 통해 부드럽게 흐르고 일정한 형태의 필라멘트를 형성할 수 있게 합니다. 온도가 너무 낮을 경우 소재가 충분히 녹지 않아 불완전한 가소화가 발생하고, 이로 인해 강도가 약한 필라멘트가 만들어질 수 있습니다. 반대로 온도가 지나치게 높으면 소재가 열화되어 기계적 물성이 저하될 수 있습니다. 또한 필라멘트 직경의 균일성은 안정적인 3D 프린팅을 위해 필수적이며, 직경 편차는 출력 오류나 최종 제품의 결함으로 이어질 수 있습니다. 필라멘트 생산 과정에서 최적의 온도를 유지함으로써, 제조사는 원하는 기계적 특성을 갖춘 고품질 필라멘트를 생산할 수 있으며, 이를 통해 3D 프린팅 응용 분야에서 일관된 성능을 보장할 수 있습니다.