경화 공정은 표면에 경화층을 형성하면서 내부 미세조직은 변화 없이 유지함으로써 내마모성, 표면 경도, 피로 수명을 향상시킵니다. 특히 유도가열 경화는 철계 부품의 특정 부위에 대해 기계적 특성을 효과적으로 개선합니다.
유도가열 경화는 높은 하중을 받는 부품에 특히 적합한 공정으로, 극한의 하중을 견딜 수 있는 높은 표면 경도를 부여합니다. 연성이 있는 내부 코어를 강인한 외층이 둘러싸는 구조가 형성되면서 피로 강도가 향상되어, 비틀림 하중과 충격력을 받는 부품에 이러한 특성이 매우 바람직합니다. 이 공정은 부품을 하나씩 처리하는 방식으로 수행되어, 각 부품 간 치수 변형의 일관성을 보장합니다.
유도가열 경화의 대표적인 적용 대상에는 기어, 샤프트, 차축, 캠 로브, 스탬핑 부품, 스핀들 등이 있으며, 특히 대칭형 부품에 적합합니다. 이러한 부품들은 파워트레인, 서스펜션, 엔진 구성품, 스탬핑 부품과 같은 분야에서 활용 효과가 큽니다. 처리 가능한 소재로는 탄소강, 합금강, 스테인리스강, 분말 금속, 주철, 회주철, 구상흑연주철, 가단주철 등이 포함됩니다.
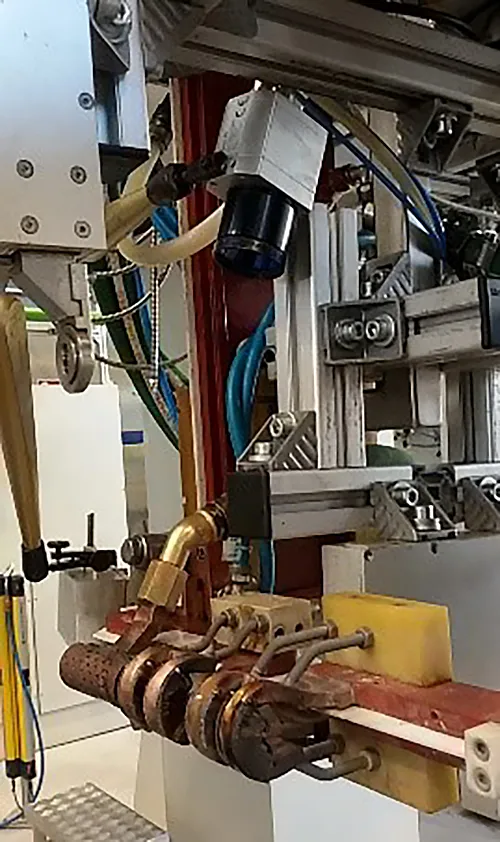
유도가열은 전자기 유도를 이용해 공작물의 표면층 내부에서 열을 발생시키는 비접촉식 공정입니다. 구리 코일에서 발생하는 강한 교류 자기장 속에 전도성 소재를 위치시키면, 소재 내부에 전류가 흐르며 전류 저항 손실로 인해 열이 발생합니다. 자성 재료의 경우, 큐리점 이하에서는 히스테리시스 손실로 인해 추가적인 열이 생성됩니다. 전류는 주로 표면층을 따라 흐르며, 그 침투 깊이는 교류 자기장의 주파수, 표면 전력 밀도, 소재의 투자율, 가열 시간, 그리고 소재 두께에 의해 결정됩니다. 가열이 완료된 후에는 즉시 급냉 공정을 거칩니다. 이렇게 가열된 표면층을 물, 오일, 또는 폴리머 기반 냉각 매체로 급냉하면, 모재보다 더 단단한 조직의 표면층이 형성됩니다.
대부분의 유도가열 공정에서는 목표 온도를 정확히 달성하고 유지하는 것이 매우 중요합니다. 열전대는 온도 측정을 위한 신뢰할 수 있고 비용 효율적인 선택지일 수 있지만, 전자기장 간섭 가능성 때문에 설치 위치를 신중하게 고려해야 합니다. 가열 및 냉각 단계를 정밀하게 제어해야 금속이 지나치게 취성화되거나 너무 연한 상태로 남지 않고 원하는 물성을 얻을 수 있습니다. 크랭크축처럼 이동하는 대상의 동적 측정에서는 공정을 효과적으로 제어하기 위해 정확한 표면 온도 피드백이 필수적입니다.
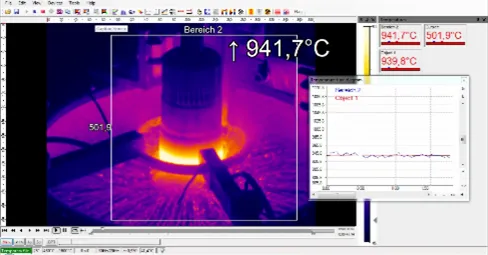
이 적용 사례에서는 크랭크샤프트의 열 분포를 측정하고 핫스폿을 국부적으로 식별합니다. 이 정보는 이후 유도가열 시스템의 전력 제어를 위한 입력 데이터로 활용됩니다.